



































































































































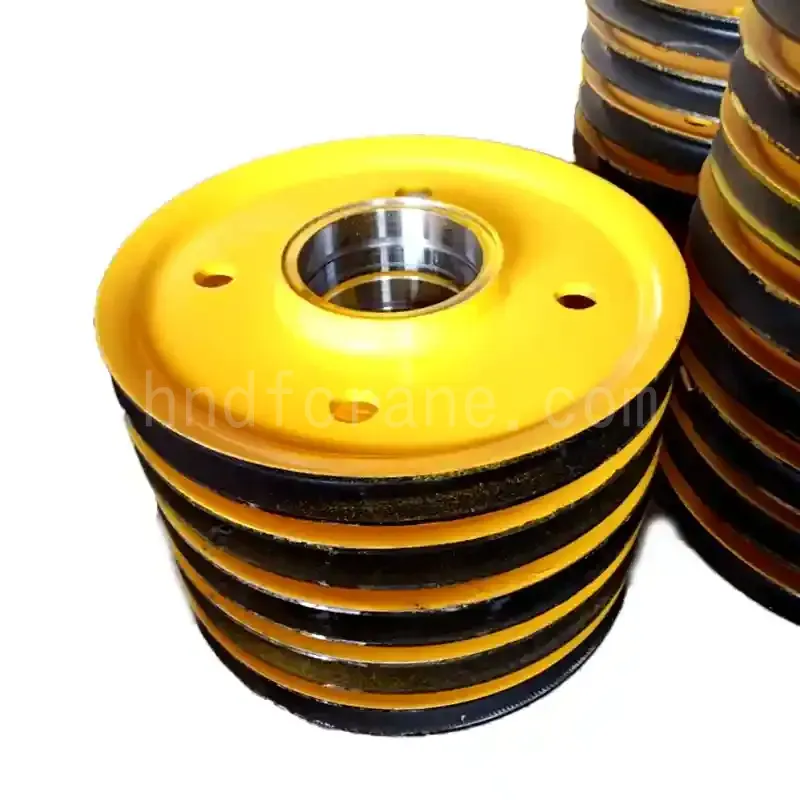


滚筒式起重机滑轮产品介绍
轧制起重机滑轮采用优质钢材制造。其成型工艺为热轧——具体而言,是在滑轮轧机上利用火焰和感应加热进行轧制——随后焊接轮毂并进行喷丸处理,形成毛坯。最终产品需经过精密加工和喷漆等后续工序方可完成。这些滑轮具有结构强度高、自重相对较轻和耐磨性优异等特点,非常适合在热轧厂、冶金厂、港口和化工厂等严苛环境下使用。
滚轮起重机滑轮的特点
轻巧而高强度: 采用合理的结构设计,比同规格的铸造滑轮轻 40%。
延长使用寿命: 绳槽表面光滑耐磨;可进行热处理以提高硬度,同时润滑可显著降低摩擦,从而将滑轮的使用寿命延长 1 至 2 倍。
高抗变形能力: 传统滑轮在加工过程中经常会发生磨损。相比之下,轧制起重机滑轮所需的切削量极少——与铸造起重机滑轮相比,每吨可减少约 701 吨的加工量——从而显著降低成本。此外,轧制起重机滑轮在焊接过程中具有很高的抗变形能力。
短制造周期: 与铸造式起重机滑轮相比,轧制式起重机滑轮可使生产效率提高 10 到 20 倍。
整体热轧成形: 采用加厚轮体设计,具有优异的抗冲击和抗变形能力。
精密加工的凹槽轮辋: 表面光滑无毛刺,凹槽曲率与钢丝绳的轮廓精确匹配,从而最大限度地减少钢丝绳磨损,提高运行平稳性。
先进的热处理技术: 经过淬火和回火(淬火后进行高温回火)处理,以提高硬度和耐磨性。
全面的防腐蚀保护: 包括酸洗和磷化处理,然后涂覆多层涂层(≥100μm 厚度)并进行防锈油处理,以最大限度地延长使用寿命。
模块化组件: 采用高强度轴、精密轴承和双唇油封,并配有防尘罩,便于维护。
可定制: 尺寸、材料、密封系统和表面处理均可完全定制,以适应特定的操作条件。
轧制起重机滑轮工艺流程

材料测试
- 光谱分析验证了起重机滑轮轧制件的化学成分一致性。
- 机械测试证实了轧制起重机滑轮的强度和适用性,可承受锻造载荷。

切割
- 德国 Mesell CNC 切割机可实现 Ra ≤12.5 μm 的精确切割。
- 轧制起重机滑轮的原材料需经过基本的光谱和机械检测,以确保足够的强度。

辊压成型
- 热塑性:精确的气体混合确保卷制起重机滑轮均匀加热和最佳金属流动。
- 工艺稳定性:防止回火可确保安全性和一致的结构完整性。

退火和冷却
- 改善或消除因起重机滑轮在滚动过程中滚动而造成的各种组织缺陷和残余应力。
- 防止卷制起重机滑轮变形和开裂。

焊接
- 数控车床负责加工V形或U形斜角。
- 自动焊接机器人手臂可实现高精度、一致的焊缝填充。

表面喷丸
- 滑轮外表面经过喷丸处理,去除绳槽内热轧过程中产生的氧化层。
- 为了在淬火处理过程中取得更好的效果。

淬火
- 感应淬火机对轧制起重机滑轮绳槽进行针对性淬火。
- 自动化控制确保硬度深度稳定,精度为±0.05毫米。

加工
- 数控车床加工轧制起重机滑轮的工作面和凹槽,以达到设计尺寸、公差和表面光洁度要求。
- 对于镗孔作业,需要修正中心孔以确保同轴性。

绘画
- 具有极强的耐候性和抗酸碱腐蚀能力。
- 坚韧的涂层可防止碎屑磨损,确保卷式起重机滑轮在恶劣条件下保持稳定。

成品仓储
- 自动化跟踪确保实时数据同步和快速周转。
- 合理的堆垛方式可以最大限度地提高存储容量和产品安全性。
轧制起重机滑轮的行业应用

RMG龙门起重机用轧制起重机滑轮
- 滑轮类型及盖板: 带保护罩的卷式起重机滑轮。
- 沟槽处理: 中频硬化,HRC 40–50+。
- 安装底座: 分体式设计,采用标准规格,便于更换备件。
- 绳索对齐: 入口/出口偏差≤2.5°。
- 车轮直径: 最小尺寸为钢丝绳直径的25倍。

港口门式起重机用卷式起重机滑轮
- 材料: 热轧Q345B钢。
- 沟槽热处理: 绳槽硬化至 RC40–45,硬化深度 >2mm,精密加工。
- 沟槽深度: 最小尺寸为钢丝绳直径的1.5倍,表面光滑。
- 防跳保护: 安装此装置以防止钢丝绳跳动。
- 车轮直径: 至少为钢丝绳直径的25倍。
- 绳索对齐: 绳索进出角度偏差≤2.5°(与轮轴垂直平面)。

机械抓斗用卷式起重机滑轮
- 应用: 用于带四绳抓斗的双梁桥式起重机。
- 材料密度: 污泥堆积密度 0.8–0.9 t/m³(1–3 跨度);成型燃料堆积密度 1.1–1.3 t/m³(4 跨度)。
- 抓取量: 2.5 立方米(污泥)。
- 钢丝绳直径: 17.5 毫米。









